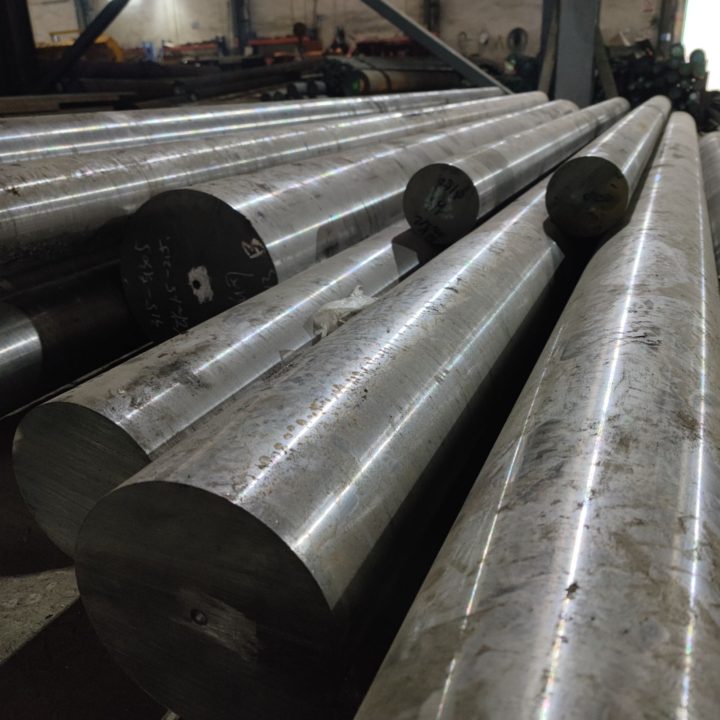
Сталь Cr12MoV(Х12МФ) Шестисторонняя поковка
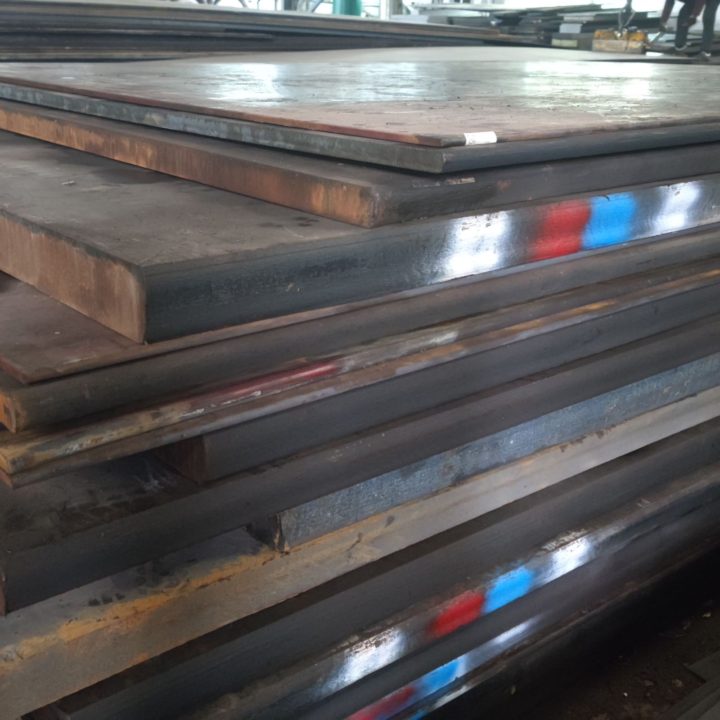
 Cr12MoV Hot Rolled Plate
Cr12MoV Hot Rolled Plate
Шестигранная ковка стали Cr12MoV(Х12МФ) относится к комбинированному процессу трехсторонней высадки и волочения.
Каждый раз, когда требуется определенный коэффициент ковки, эвтектический карбид постепенно становится неравномерным и равномерно распределенным или почти равномерно распределенным. Однонаправленное волочение — широко используемый метод в реальном производстве. Карбиды, распределенные в сетке, сковываются в ленты, а также разрушаются. Этот процесс ковки по-прежнему возможен для заготовок с длинной осью, но он также подходит для форм. Что касается анизотропии, то при вытягивании в одном направлении анизотропия очевидна. Хотя большие заготовки штампов иногда куются разумно, их центральную структуру по-прежнему трудно значительно улучшить.
Карбиды таллия уложены в сетку, а карбиды – в ленту.
Карбиды рения распределены хаотично и равномерно. Число осадочных поковок должно определяться в зависимости от конкретных обстоятельств, но не должно быть менее трех поковок и трех поковок.
(1) Технические требования к поковкам.
Обычно для небольших прецизионных форм с высокими требованиями к прочности требуется уровень неравномерности карбида меньше или равный 2, обычные или большие формы могут быть соответствующим образом ослаблены.
(2) Уровень карбидной неравномерности сырья Cr12Mov(Х12МФ).
Если уровень карбидной неравномерности в поставляемой стали высок, например, в слитках электрошлаковой стали, не прошедших блюм-прокатку, то дендритные карбиды очень развиты и уровень карбидной неравномерности высок. Поэтому необходимо проводить повторную ковку. и подделать. Несмотря на это, полностью изменить распределение карбидов с помощью ковки по-прежнему сложно. Другой пример: хотя сталь больших размеров, используемая в больших формах, прокатывается, большая часть карбидов в центре стали все еще остается в сетчатом распределении. Для таких больших заготовок форм необходимо проводить разумную шестистороннюю ковку. Несмотря на это, уровень неравномерности твердого сплава часто трудно опустить ниже 3 уровней.
Карбиды по-прежнему имеют более или менее направленное распределение даже после хорошей шестисторонней ковки, поэтому необходимо учитывать, что длинная сторона формы должна соответствовать направлению прокатки, чтобы в полной мере использовать ее более высокое продольное направление. . Внешняя краевая часть металла с относительно однородными свойствами и распределением карбидов, а также часть с наибольшим типом отверстий и износом должны по возможности избегать центральной части с худшим качеством заготовки, поскольку карбид в этом месте легче всего гомогенизировать.
Mr Alex Wu
Mobile/WhatsApp: 0086-13717300766
Tel: 0086-769-23190193
Fax: 0086-769-88705839
Email: alex@otaisteel.com